


电 话:0513-83268666
手 机:13862872312
邮 箱:qdoycdkj@sohu.com
地 址:江苏省启东市城东工业园区南二路667号
网 址:www.qdoycd.cn

另外,两个支撑端的轴承孔与中间螺母支架孔之间的实际差异无法准确测量,从而影响进一步的调整。对于较大的数控机床和行程较大的加工,由于所需的心轴大多在1500mm以上,加工难度大,不易使得精度,因此不能采用正确的心轴配合方法与定位套筒进行滚珠丝杠安装。固定生产滚珠螺杆副厂家螺母支架后,使用测量夹具测量螺母支架孔和参考导轨的正,横距离。然后,执行与步骤1相同的操作,并使用测量夹具测量深圳生产滚珠螺杆副轴承孔与参考轨道的正向和横向距离。要求螺母支架孔与参考导轨正,横距离,公差为0.01,并固定轴承座。

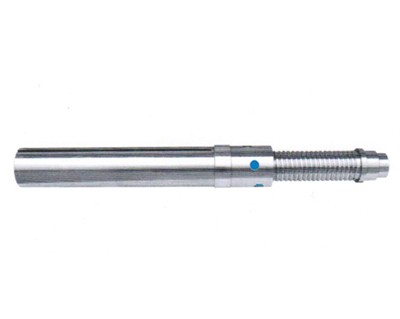
你在迷你铣床上制造的部件可能长4英寸,你可以期待公差+/- 0.0015“左右。问题:用于安装滚珠螺杆副的小型铣刀没有太多空间。你可能需要1/2直径的滚珠丝杠,你不介意从磨机中剔除大量的铸铁以空间。再次,我坚信反弹是比较需要的,在金属切削中两个坚果背靠背,装,将会做到,但那将会大约2离开旅行!安装的轴承将是一个过程。找到一组12mm接地滚珠丝杠带有隙滚珠螺母。如果它们带有轴承座,请使用它们,并且比滚动的滚珠丝杠容易改装。
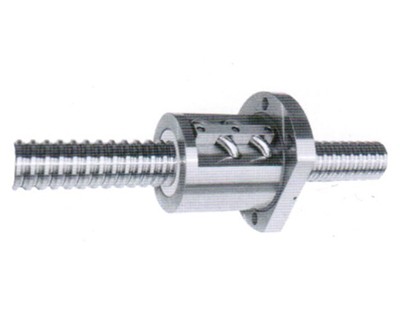
它通过使轴沿其长度具有精密滚动或磨削的螺旋槽以及具有匹配的凹槽的相关螺母来实现这一点。轴上的凹槽用作内圈,而螺母中的凹槽用作精密钢球的外圈。滚珠在轴和螺母之间的凹槽中,以根据应用要求提供来自轴或螺母的线性运动。这是一种机械磨损和使用寿命的装置。滚珠丝杠的关键设计元素是提供的装置,用于将已经到达螺母回路末端的滚珠回到螺母的开头,以备再次使用。通常这是通过外部管装置完成的,该外部管装置完成从螺母端到螺母开始的回路。然而,因为外部管在安装过程中可能会损坏,所以现在正在开发替代方法。一种方法是为滚珠丝杠提供一个系统。通过这种方法,导向器销从螺母末端移除球并将它们返回到开始以完成球形回路。
是加工多种传动箱部件及其他大型模具的理想加工设备。它的三个坐标方向是伺服电机驱动的滚珠丝杠传动,以及三个坐标方向,即X,Y和Z,操作行程较大。丝杠厂家表示由于滚珠丝杠副的结构特性,在主发动机上沿三个方向安装滚珠丝杠变得关键。按照传统的方法,安装滚珠丝杠副之后,心轴和定位套筒将两端轴承支架和中间螺母支架连接在一起进行校正,用一个百分表与心轴轴线平行,机床滑动导轨,使心轴自如地驱动。这种安装方法对于小型数控机床和三个坐标方向行程较小较为方便。

克服间隙的常用方法是在滚珠丝杠中引入某种类型的预加载。这将增加刚度并减少间隙。丝杠厂家通过使用预加载的螺母实现预加载。这可以通过使用分开/串联螺母施加轴向力,或者可以使螺母与正尺寸滚动元件一起操作。深沟球轴承具有良好的径向刚度,但轴向刚度较差。通过使用成对的角接触轴承使用固定支撑件可以提供两个方向的刚度。某些类型的固定支撑允许轴在一端被支撑并且另一端保持自由。通常,应用程序的要求决定了性能所需的支持类型。即使您已经完成了清单并考虑了上述两个因素,如果您想要可重复的定位性能,还有其他三个值得您关注的事情。



